English
English Español
Español Français
Français

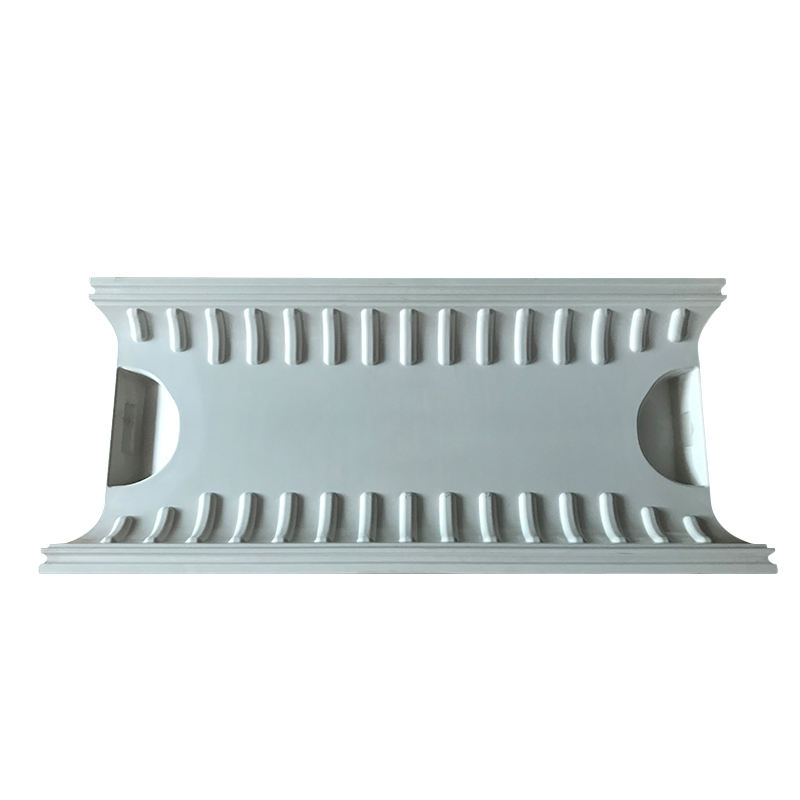


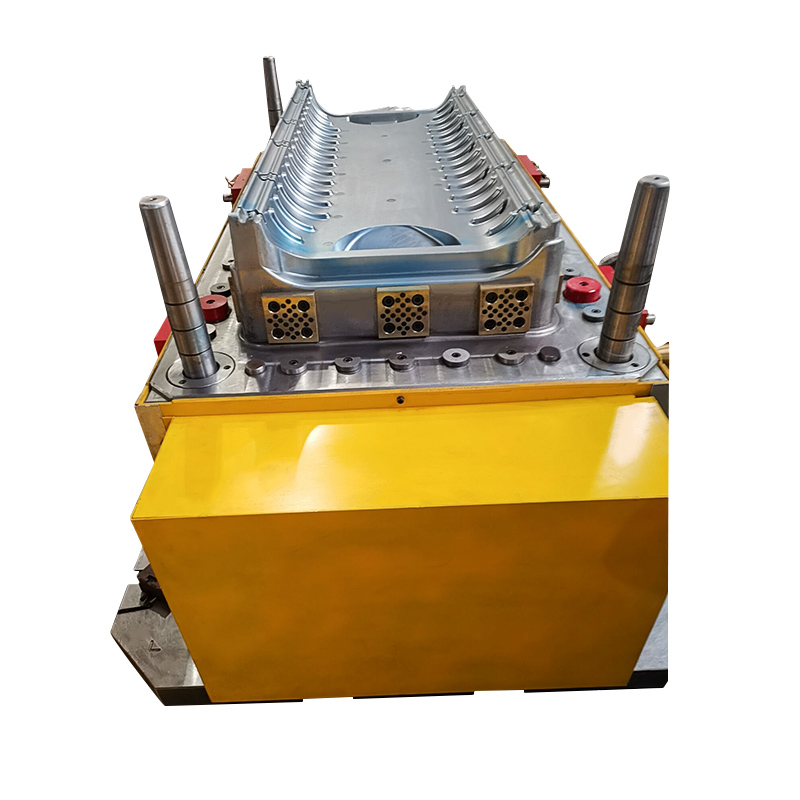
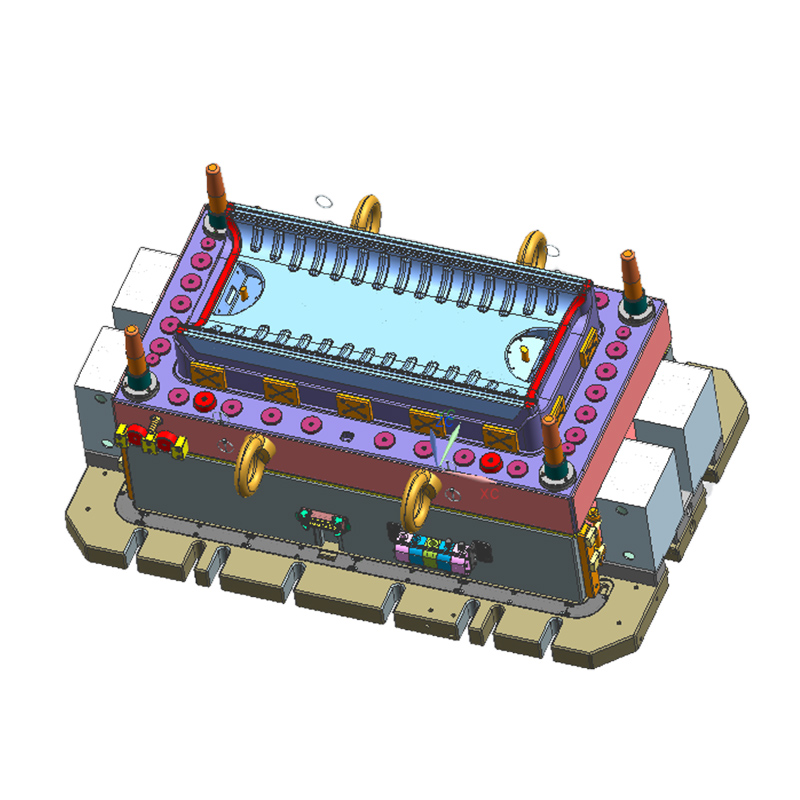
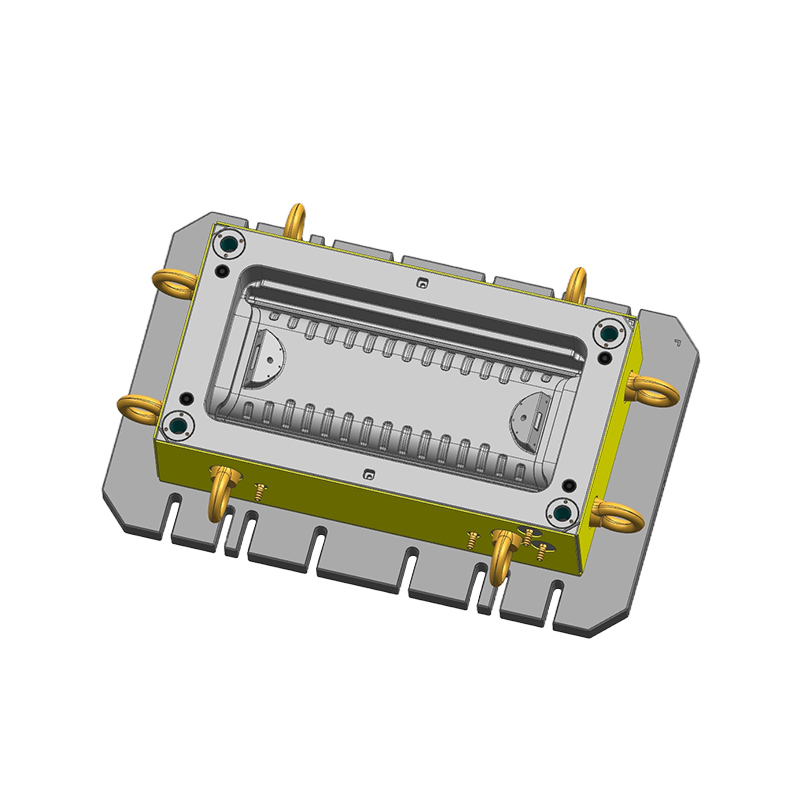
| Nume matriță: | SMC Shell Press Mold |
| Material produs: | SMC |
| Oțel turnat pentru cavitate: | 1.2344 |
| Oțel turnat pentru miez: | 1.2311 |
| Oțel pentru baza matriței: | XC48 |
| Suprafaţă: | Chorme |
| Opțiune de încălzire: | încălzire cu ulei termic |
| Standard de matriță pentru componente: | HASCO |
| Dimensiunea estimată a mucegaiului: | 1950x1175x900mm |
| Greutate matriță: | 4360 kg |
| Dimensiunea mașinii de presare: | 850T |
| Timp de terminare a matriței: | 45 de zile |
| Pachet: | Ulei anti-rugină, folie de plastic și. Cutie sau palet puternic din lemn. |
| Locație: | Taizhou, China |
| Tip afacere: | Producător |
| MOQ: | 1 set |
| Conditii comerciale: | FOB &. CIF |
| Termeni de plată: | TT &. L/C. 30% plată în avans înainte de realizarea designului, 30% plată după proba T1, 40% rămas înainte de expedierea mucegaiului. |
1.Temperatura de turnare
Temperatura de turnare a SMC depinde în principal de tipul de rășină și de agent de întărire. Pentru a face suprafața interioară a produsului SMC netedă și ordonată, este necesar ca matrițele superioare și inferioare să aibă o anumită diferență de temperatură, iar temperatura matriței superioare să fie în general cu 5 ~ 10 ° C mai mare decât matrița inferioară.
2. Formarea presiunii
Mărimea presiunii de turnare trebuie determinată în funcție de forma produsului și de caracteristicile SMC utilizate. Cu cât este mai mare gradul de îngroșare al compusului de turnare din tablă, cu atât este mai mare presiunea de turnare necesară; cu cât fluiditatea este mai mică, cu atât aria de turnare este mai mică și presiunea de turnare necesară este mai mare. 1. Pentru a selecta o presiune de turnare adecvată. 2. Timp bun de presurizare. 3.Scăderea presiunii.
3. Timp de menținere a presiunii
Timpul de menținere se referă la timpul de menținere și menținere a presiunii sub presiunea de turnare și temperatura de turnare. Funcția sa este de a întări complet produsul și de a elimina stresul intern, în principal în funcție de doi factori: În primul rând, timpul de reacție de întărire a materialului de turnare. Al doilea este timpul instabil de conducere a căldurii, adică timpul necesar pentru ca sursa de căldură să transfere căldură în centrul cavității prin matriță, astfel încât temperatura materialului de turnare din centrul cavității să ajungă la reacția chimică. temperatura. Timpul de menținere trebuie luat în considerare simultan cu presiunea de turnare și temperatura de turnare. În funcție de diverși factori de influență, timpul de ambalare este în general de 0,8 ~ 1,2 min pe mm grosime.