English
English Español
Español Français
Français

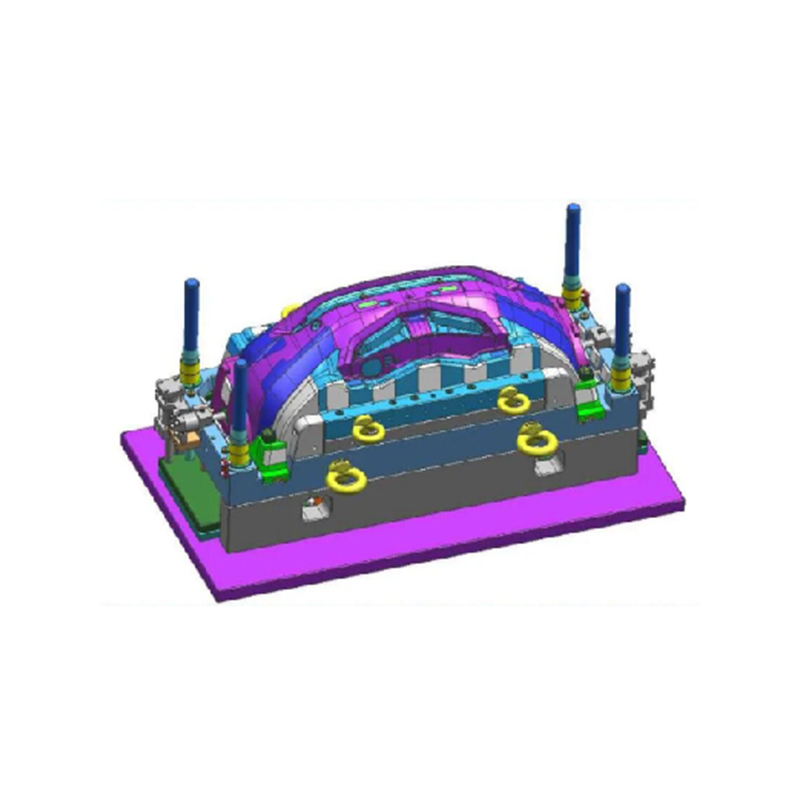

| Nume matriță: | Mold pentru bara de protecție Hot Runner |
| Material: | >PP EPDM< |
| Oțel pentru cavitatea matriței: | ASSAB 718H |
| Miez de oțel de matriță: | Euro P20 |
| Duritatea oțelului: | HRC 28 până la 33 |
| Oțel pentru cavitate &. Miez: | S45c |
| Sistem de injectie: | Yudo Hot runner, 4 porți de vârf |
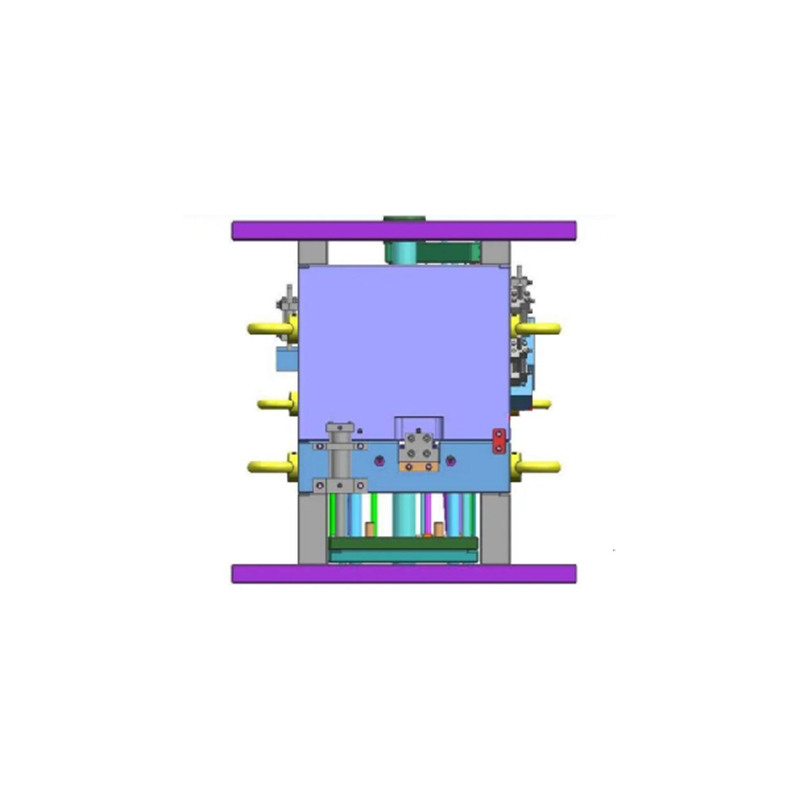
| Sistem de evacuare: | pin ejector |
| Durata ciclului: | 70~75 S |
| Durata de viață a matriței: | de 1.000.000 de ori |
| Dimensiunea estimată a mucegaiului: | 2500*1250*1400mm |
| Greutatea matriței: | 17,6T |
| Dimensiunea mașinii de injecție: | 1800T |
| Timp de terminare a matriței: | 110~120 ZILE |
| Tip conector linie de răcire: | Cuplaj rapid din SERIA DME NS350, conectat la colectorul principal de apă prin conector de îmbinare FST100 MS, design excelent al sistemului de răcire. |
| Pachet: | Ulei anti-rugină, folie de plastic și. Cutie sau palet puternic din lemn. |
| Locație: | Taizhou, China |
| Tip afacere: | Producător. |
| MOQ: | 1 set. |
| Conditii comerciale: | FOB &. CIF |
| Termeni de plată:
| TT &. L/C. |
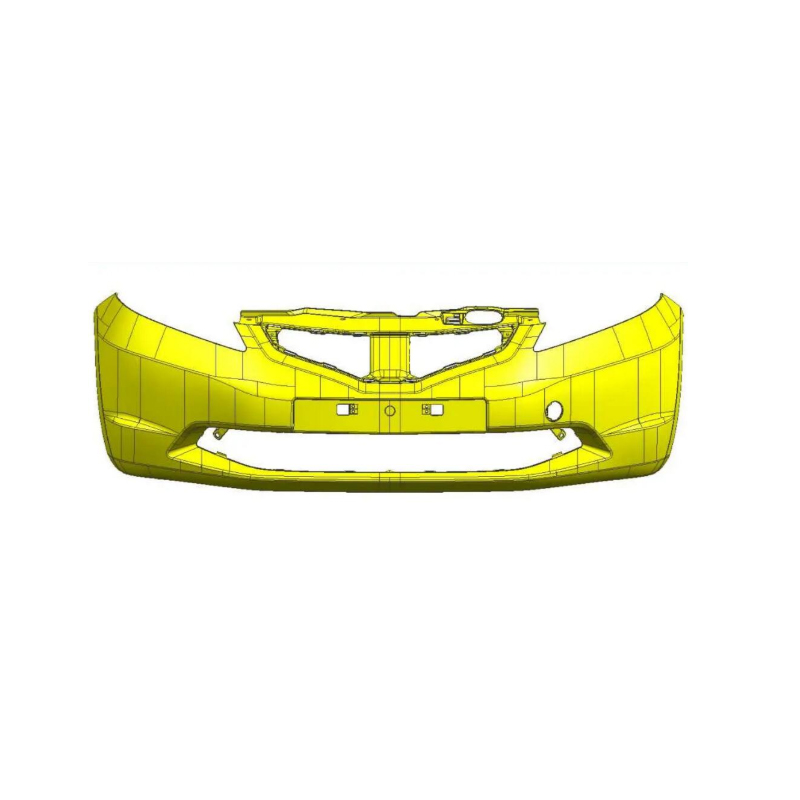
Material pentru bare de protecție
Materialele unei bare de protecție au de obicei următoarele cerințe: rezistență bună la impact și rezistență bună la intemperii. Aderență bună a vopselei, fluiditate bună, procesabilitate bună și preț scăzut. Materialul PP este un plastic de uz general cu performanțe excelente, dar PP în sine are performanțe slabe la temperaturi scăzute și rezistență la impact, nu este rezistent la abraziune, îmbătrânește ușor și are o stabilitate dimensională slabă. Prin urmare, PP modificat este de obicei utilizat pentru producția de bare de protecție pentru automobile. material. În prezent, materialele speciale pentru barele de protecție auto din polipropilenă folosesc de obicei PP ca material principal, iar o anumită proporție de cauciuc sau elastomer, umpluturi anorganice, masterbatch-uri, aditivi și alte materiale sunt amestecate și prelucrate.

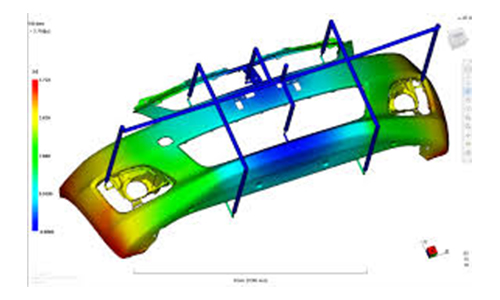
Analiza fluxului de mucegai
Analiza fluxului include etapele de umplere și ambalare ale procesului de turnare prin injecție.
Timp de umplere: profile de viteză și dimensiunea tragerii (specifică mașinii)
Timp de înghețare: timpul pentru înghețarea canalului, poarta și piesa Timp de ambalare și presiune: profile fazei de ambalare (specifice mașinii) Cerințe de aerisire Locațiile liniei de sudură Contracție volumetrică: valori de contracție pentru diferite geometrii ale piesei Viteza de forfecare: viteze de forfecare generate în timpul umplerii și ambalării Presiunea la Schimbarea V/P Presiunea de injecție: ratele de presiune experimentate în timpul umplerii și împachetarii Rapoartele și rezultatele pot fi adaptate la solicitări specifice de depanare a pieselor.